Описание установки ЛЧ-З5-11/600
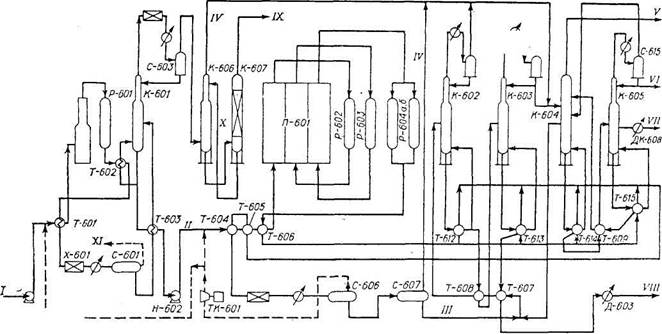
Сырье из промпарка поступает на прием сырьевых насосов Н-601, смешивается с водородсодержащим газом, поступающим с циркуляционного компрессора ТК-602, и направляется в теплообменники Т-601. Газосырьевая смесь с температурой 250 °С поступает в трубчатую печь П-601, где нагревается до температуры реакции 380—425 °С, и входит в реактор гидроочпеткп Р-601. В реакторе гидроочнеткп сернистые соединения гидрируются, превращаясь в сероводород. Из реактора Р-601 газопродуктовая смесь поступает в подогреватель Т-602 отнарнон колонны К-601. В подогревателе Т-602 смесь охлаждается до температуры 280—320 СС, далее охлаждается в Т-601, воздушных холодильниках Х-601, водяных холодильниках Д-601 и с температурой 35°С поступает в сепаратор С-601. В сепараторе С-601 происходит отделение газа от жидкости. Жидкая фаза из сепаратора С-601 проходит теплообменник Т-603, нагревается за счет теплоты отпарной колонны К-601 до температуры 200 °С и поступает в отпарную колонну.
В отпарной колонне К-601 осуществляется стабилизация гидрогенизата до остаточного содержания серы не более 0,005% (масс).
Отпаренные газы с верха колонны К-601 с температурой 150 °С проходят конденсатор-холодильник ХК-601, водяной холодильник ДК-601 н поступают в сепаратор С-603.
Углеводородный газ из С-603 поступает для очистки от сероводорода в абсорбер К-606. Очищенный углеводородный газ из К-606 направляется в фракционирующий абсорбер-десорбер К-604.
Жидкая фаза — легкий бензин из С-603 — возвращается в К-601 в качестве орошения. Сероводородная вода п.о уровню сбрасывается в С-610.
Гидрогенмзат, освобожденный от сероводорода и влаги, пз подогревателей Т-602 поступает в Т-603, где охлаждается до температуры не более 80 °С, и направляется в секцию риформинта на прием сырьевых насосов Н-602.
После смешения с циркулирующим водородсодержащим газом смесь гидрогеннзата и газа проходит через теплообменники Т-604, 605, 606 и с температурой 400 СС поступает в первую секцию радиантно-коноскнионной трубчатой печи П-601, где нагревается до температуры реакции, и направляется в псргзыц реактор риформпнга Р-602, затем последовательно в Р-603 и Р-604 а, 6, в промежутке между которыми подогревается ;ю температуры реакции во второй и третьей секциях печи. Перед поступлением в реакторы Р-604 а, 6 поток разделяется на два параллельных потока (в установке ЛЧ-35-11/600-72 газопродуктовын поток после Р-603 не разделяется).
Для поддержания активности катализатора в реакторы подается небольшое количество дихлорэтана, растворенного в риформате [0,0005% (масс.) в пересчете на сырье].
Газопродуктивная смесь из реакторов Р-604 а, б с температурой 475—525 СС направляется в теплообемпнпки Т-606, далее в Т-612, 613, 614, 615, затем охлаждается в тсплоообменнпках Т-604, 605, Х-602 и стемпературой 35°С входит в сепаратор С-606.
Циркуляционный газ, отделившись от жидкости и пройдя каплеуловнтель С-614, подается в Т-604 с давлением 4,8 ДШа в узел смешения с сырьем секции рпформннга. Избыточный газ с нагнетания компрессоров поступает в секцию предварительной гидроочистки.
Жидкая фаза сепаратора С-606 — нестабильный катализат — поступает на сепарацию второй ступени, где происходит выделение углеводородного газа. Выделившийся углеводородный газ смешивается с углеводородным газом из абсорбера К-606 и поступает в фракционирующий абсорбер. Жидкая фаза сепаратора С-607 вмешивается с абсорбентом — рнформатом колонны К-604—и поступает в первую колонну стабилизации К-602. В этой колонне отгоняется из риформата водород, метан, этан и часть пропана.
Газы направляются в абсорбер-десорбер, а жидкая фаза через подогреватель Т-612 поступает во вторую колонну стабилизации К-603, где отгоняется пропан и бутан и таким образом устанавливается требуемое давление насыщенных паров продукта-риформата.
Легкие фракции — стабильная головка с верха колонны К-603 — охлаждаются в конденсаторе-холодильнике ДК-603 и поступает в сепаратор С-613. Из сепаратора часть жидкой фазы подается на орошение в К-603, а избыток — в абсорбер-десорбер К-604.
Требуемое количество теплоты подается в колонну через подогреватель Т-613.
Стабильный продукт из подогревателя Т-613 охлаждается в теплообменниках Т-607 а, б колонны К-603, водяном холодильнике Д-603 и откачивается за пределы установки.
Третья и четвертая колонны блока стабилизации К-604, и К-605 обеспечивают требуемое качество вторичных продуктов сухого газа и жидкой стабильной головки.
В колонну К-604 поступают следующие потоки: газ из абсорбера К-606, из сепараторов С-607 и С-612 и жидкая фаза из
C-6J3. Смесь этих потоков мосле охлаждения в копденсаторе-холодильнике Д К-604 поступает в колонну К-604, служащую для получения сухого газа с лимитированным содержанием пропана.
Абсорбер К-604 состоит из двух частей; в верхней части абсорбентом 51вляется риформат, в нижней части — фракция пентана.
Абсорбент из верхней части — риформат — присоединяется к нестабильному риформату из сепаратора С-607; абсорбент из нижней части — фракция пентана — отводится из подогревателя Т-614 через теплообменники Т-609 а, б в десорбер К-605.
Колонна К-605 может работать в двух режимах. При первом варианте получается пропанбутановая смесь с лимитированным содержанием этана. При втором варианте получаются отдельно пропаповая и бутановая фракции, при этом бутаиовую фракцию чбпрают в качестве бокового погона.
Подвод теплоты в колонну К-605 осуществляется с помощью газопродуктовой смеси через подогреватель Т-615. Продукты, уходящие с верха колонны, охлаждаются в конденсаторе-холодильнике ДК-606 и поступают в сепаратор С-615. Нескондснсировавшиеся газы возвращаются из С-615 в колонну К-604, жидкая фаза направляется в виде орошения в колонну К-605, а избыток через водяной холодильник ДК-607 выводится с установки.
Очистка углеводородных газов и водородсодержащего газа производится 15 °о раствором МЭА. Регенерация раствора МЭА осуществляется в колонне К-607 при температуре 135 °С; предварительно насыщенный раствор МЭА подогревается в теплообменниках Т-610 до температуры 80—100 °С. Регенерированный раствор поступает в емкость циркулирующего раствора МЭА, откуда забирается насосами и подается в абсорберы на очистку.
В отпарной колонне К-601 осуществляется стабилизация гидрогенизата до остаточного содержания серы не более 0,005% (масс).
Отпаренные газы с верха колонны К-601 с температурой 150 °С проходят конденсатор-холодильник ХК-601, водяной холодильник ДК-601 н поступают в сепаратор С-603.
Углеводородный газ из С-603 поступает для очистки от сероводорода в абсорбер К-606. Очищенный углеводородный газ из К-606 направляется в фракционирующий абсорбер-десорбер К-604.
Жидкая фаза — легкий бензин из С-603 — возвращается в К-601 в качестве орошения. Сероводородная вода п.о уровню сбрасывается в С-610.
Гидрогенмзат, освобожденный от сероводорода и влаги, пз подогревателей Т-602 поступает в Т-603, где охлаждается до температуры не более 80 °С, и направляется в секцию риформинта на прием сырьевых насосов Н-602.
После смешения с циркулирующим водородсодержащим газом смесь гидрогеннзата и газа проходит через теплообменники Т-604, 605, 606 и с температурой 400 СС поступает в первую секцию радиантно-коноскнионной трубчатой печи П-601, где нагревается до температуры реакции, и направляется в псргзыц реактор риформпнга Р-602, затем последовательно в Р-603 и Р-604 а, 6, в промежутке между которыми подогревается ;ю температуры реакции во второй и третьей секциях печи. Перед поступлением в реакторы Р-604 а, 6 поток разделяется на два параллельных потока (в установке ЛЧ-35-11/600-72 газопродуктовын поток после Р-603 не разделяется).
Для поддержания активности катализатора в реакторы подается небольшое количество дихлорэтана, растворенного в риформате [0,0005% (масс.) в пересчете на сырье].
Газопродуктивная смесь из реакторов Р-604 а, б с температурой 475—525 СС направляется в теплообемпнпки Т-606, далее в Т-612, 613, 614, 615, затем охлаждается в тсплоообменнпках Т-604, 605, Х-602 и стемпературой 35°С входит в сепаратор С-606.
Циркуляционный газ, отделившись от жидкости и пройдя каплеуловнтель С-614, подается в Т-604 с давлением 4,8 ДШа в узел смешения с сырьем секции рпформннга. Избыточный газ с нагнетания компрессоров поступает в секцию предварительной гидроочистки.
Жидкая фаза сепаратора С-606 — нестабильный катализат — поступает на сепарацию второй ступени, где происходит выделение углеводородного газа. Выделившийся углеводородный газ смешивается с углеводородным газом из абсорбера К-606 и поступает в фракционирующий абсорбер. Жидкая фаза сепаратора С-607 вмешивается с абсорбентом — рнформатом колонны К-604—и поступает в первую колонну стабилизации К-602. В этой колонне отгоняется из риформата водород, метан, этан и часть пропана.
Газы направляются в абсорбер-десорбер, а жидкая фаза через подогреватель Т-612 поступает во вторую колонну стабилизации К-603, где отгоняется пропан и бутан и таким образом устанавливается требуемое давление насыщенных паров продукта-риформата.
Легкие фракции — стабильная головка с верха колонны К-603 — охлаждаются в конденсаторе-холодильнике ДК-603 и поступает в сепаратор С-613. Из сепаратора часть жидкой фазы подается на орошение в К-603, а избыток — в абсорбер-десорбер К-604.
Требуемое количество теплоты подается в колонну через подогреватель Т-613.
Стабильный продукт из подогревателя Т-613 охлаждается в теплообменниках Т-607 а, б колонны К-603, водяном холодильнике Д-603 и откачивается за пределы установки.
Третья и четвертая колонны блока стабилизации К-604, и К-605 обеспечивают требуемое качество вторичных продуктов сухого газа и жидкой стабильной головки.
В колонну К-604 поступают следующие потоки: газ из абсорбера К-606, из сепараторов С-607 и С-612 и жидкая фаза из
C-6J3. Смесь этих потоков мосле охлаждения в копденсаторе-холодильнике Д К-604 поступает в колонну К-604, служащую для получения сухого газа с лимитированным содержанием пропана.
Абсорбер К-604 состоит из двух частей; в верхней части абсорбентом 51вляется риформат, в нижней части — фракция пентана.
Абсорбент из верхней части — риформат — присоединяется к нестабильному риформату из сепаратора С-607; абсорбент из нижней части — фракция пентана — отводится из подогревателя Т-614 через теплообменники Т-609 а, б в десорбер К-605.
Колонна К-605 может работать в двух режимах. При первом варианте получается пропанбутановая смесь с лимитированным содержанием этана. При втором варианте получаются отдельно пропаповая и бутановая фракции, при этом бутаиовую фракцию чбпрают в качестве бокового погона.
Подвод теплоты в колонну К-605 осуществляется с помощью газопродуктовой смеси через подогреватель Т-615. Продукты, уходящие с верха колонны, охлаждаются в конденсаторе-холодильнике ДК-606 и поступают в сепаратор С-615. Нескондснсировавшиеся газы возвращаются из С-615 в колонну К-604, жидкая фаза направляется в виде орошения в колонну К-605, а избыток через водяной холодильник ДК-607 выводится с установки.
Очистка углеводородных газов и водородсодержащего газа производится 15 °о раствором МЭА. Регенерация раствора МЭА осуществляется в колонне К-607 при температуре 135 °С; предварительно насыщенный раствор МЭА подогревается в теплообменниках Т-610 до температуры 80—100 °С. Регенерированный раствор поступает в емкость циркулирующего раствора МЭА, откуда забирается насосами и подается в абсорберы на очистку.
Основные параметры ведения процесса:
|
| Блок гидроочистки | Блок риформинга |
| Давление, МПа | 3,5—4,0 | 3,5 |
| Температура, С | 340—400 | 480—530 |
|
Объемная скорость подачи сырья,Ч-1
| 5 | 1,5 |
|
Кратность циркуляции водородсодержащего газа, м3/м3 сырья
| Весь избыточный газ с риформинга | 1300—1800 |
| Катализатор |
Алюмокобальтмолибденовый | Алюмоплатиновьй (АП-64) |
Катализатор гидроочистки работает без регенерации; регенерации подвергается катализатор только перед выгрузкой из реактора. Для регенерации предусматривается ввод пара давлением 1,0 МПа и воздуха в трубопровод между теплообменником и печью П-602. Газы регенерации выпускаются за реактором Р-601 в атмосферу.
Регенерация катализаторов риформннга проводится по общим условиям регенерации алюмоплатиновых катализаторов в сроки, установленные технологическим регламентом пли в зависимости от степени падения активности катализатора.
В процессе регенерации катализатора реформинга использовался осушитель газов регенерации С-608, где в качестве насадки применялся селинагель пли окись алюминия. В дальнейшем установки дооборудовались более совершенным узлом осушки, состоящим из двух адсорберов K-10S, 109, заполненных насадкой из цеолита типа NaX.
Регенерация цеолитов или окиси алюминия осуществляется инертным газом, углеводородным или водородсодержзщпм газом, подогретым в печи Р-603 до соответствующих температур.